Как поменять сальник коленвала передний на ваз 2107: Замена переднего и заднего сальника коленвала ВАЗ 2106, инструкции с фото и видео
Замена сальника коленвала ВАЗ 2107 (фото и видео)
Сальники (манжеты) коленвала выполняют функцию заглушек, которые лежат на концах вала не дают вытекать маслу, а также попадать в двигатель пыли. Признаками изношенности сальников коленвала, как переднего, так и заднего, является разбрызгивание и потёки масла. Стандартный срок службы сальников – не более 150 тысяч км.
Когда требуется замена сальника коленвала?
- при возникновении течи масла в области шкива, или в месте соединения двигателя и коробки передач;
- когда сальники «выдавило», то есть они смещены наружу со своих мест, что говорит о повышенном давлении масла;
На инжекторной модели существует датчик положения коленвала, он измеряет и синхронизирует частоту его вращения с подачей топлива. Если датчик ограничил обороты двигателя, то причина в том числе и в неисправности сальника. Датчик ставится на крышку масляного насоса.
Какие причины приводят к преждевременному износу сальников?
- плохой материал, контрафактные запчасти;
- повышение оборотов двигателя, использование некачественного топлива, неправильная установка момента зажигания;
- перегрев двигателя;
- длительная работа на старом масле и загрязнённом фильтре.


При зимней эксплуатации автомобиля может снегом «забиться» сапун, и повышенное давление газов способно «выдавить» сальники.
Передний сальник меняется гораздо быстрее заднего. Для замены заднего нужно потратить гораздо больше времени.
Независимо от того, какой сальник (или оба, как рекомендуют мастера) будут меняться, требуется:
- поставить автомобиль на «яму».
- обесточить аккумулятор;
- включить первую передачу, чтобы зафиксировать коленвал;
- надёжно зафиксировать автомобиль стояночным тормозом.
Самостоятельная замена переднего сальника коленвала
Его внутренний диаметр 40, а наружный 56 мм.
- Вначале отсоединяем от двигателя защиту. Используем ключ 8 мм. Отворачиваются саморезы спереди, сзади и сбоку. Снимаем защиту. Если ВАЗ 2107 инжектор, будет дополнительный щиток, но его снятие не должно вызвать трудности.
- Снимаем ремень генератора для облегчения доступа к шкиву вала.
- Снимаем ремень генератора для облегчения доступа к шкиву вала.

- С помощью рожкового ключа 38 мм, или специального ключа коленвала, или газового ключа отворачиваем гайку крепления шкива коленвала, и аккуратно снимаем шкив.
- Теперь хорошо виден сальник. На нём может быть выработка, разрывы, метка от пореза. Аккуратно извлекаем его шлицевой широкой отвёрткой, протираем посадочное место бензином. Новый сальник аккуратно и равномерно смазываем маслом, аккуратно размещаем над посадочным местом, и, используя вместо оправки подшипник или старый сальник, лёгкими постукиваниями молотка запрессовываем его в крышку.
- Замена окончена. Далее ставим на место шкив, ремень генератора и защиту.
Замена заднего сальника
Теперь меняем задний сальник (манжету) коленвала на ВАЗ 2107. Здесь потребуется больше времени, терпения и силы, так как для доступа к нему нужно отсоединить коробку передач. Все подготовительные работы выполняются в прежнем объёме, но автомобиль находится на нейтральной передаче. Так как нужно вывесить задние колёса, то это делать нужно на яме, а не на эстакаде. Внешний размер этого сальника 90 мм, а внутренний – 70.
Все подготовительные работы выполняются в прежнем объёме, но автомобиль находится на нейтральной передаче. Так как нужно вывесить задние колёса, то это делать нужно на яме, а не на эстакаде. Внешний размер этого сальника 90 мм, а внутренний – 70.
Вначале требуется отсоединить кардан от коробки передач:
- поддомкрачиваем и вывешиваем задние колёса;
- если ВАЗ 2107 инжектор – снимаем теплозащитный экран каталитического нейтрализатора (торцовый ключ на 13 мм), отворачивая 4 гайки со шпилек (см. рис). Если ВАЗ 2107 не инжектор, а карбюратор – пропускаем этот этап.
- теперь можно приступать к снятию карданной передачи. Важно! Берётся напильник и делается метка на вилке шарнира кардана и на фланце редуктора (дифференциала). Когда всё ставится обратно на место, закрепить нужно точно в таком взаимном расположении во избежание вибрации и разбалансировки. Для этого и нужна метка.
- отворачиваем (рожковый ключ 13 мм) карданный вал от фланца редуктора, при этом монтировкой придерживаем кардан от проскальзывания. Теперь подвесим заднюю часть кардана на проволоке к задней подвеске, куда душе угодно.
- отсоединяем переднюю часть карданного вала: разгибаем усики обоймы сальника (4 шт.), сдвигаем её вдоль кардана. Отворачиваем болты крепления промежуточной опоры кардана (2 шт.) от кронштейна, и разъединяем вал с эластичной муфтой, сдвинув вал назад.
Поздравляем! Карданный вал отсоединён. Теперь нужно снять коробку передач, чтобы получить доступ к заднему сальнику.Снятие коробки передач и эластичной муфты кардана:
 Теперь подвесим заднюю часть кардана на проволоке к задней подвеске, куда душе угодно.
Теперь подвесим заднюю часть кардана на проволоке к задней подвеске, куда душе угодно.- Вначале в салоне снимается центральная панель радиоприёмника. Потребуются ключ 10 мм, пассатижи и отвёртки. Отворачиваем две гайки консоли сверху. Затем отвёрткой с плоским шлицем поддеваем внизу декоративную накладку, снимаем её и выворачиваем нижние саморезы. Отсоединяем тумблеры освещения, обогрева заднего стекла, и выталкиваем разъёмы, разъединяя их. Предварительно нужно запомнить схему подключения. Наконец, поднимаем панель вверх и немного назад, освобождаем «палку» переключения передач и убираем.
- далее снимаем декоративные накладки ручки КПП. Затем поднимаем ручку вверх, отвёрткой с плоским шлицем отжимаем фиксатор и снимаем ручку. Вытаскиваем аккуратно из неё демпфер (резиновый), можно пинцетом. Двумя отвёртками разжимаем лепестки на кольце фиксатора и снимаем его самого и две его втулки: резиновую и запорную.
- отворачиваем саморезы крепления кожуха ручки КПП (отвёрткой с крестовым шлицем) и снимаем его с поролоновым уплотнителем.
- отодвигаем обивку, и отвинчиваем крышку в полу;
- открываем капот, отворачиваем болты крепления стартера и сдвигаем его назад. В результате он освободит колокол КПП.
- отсоединяем эластичную муфту кардана . Внимание! Чтобы успешно установить её на прежнее место после замены сальника, нужно предварительно стянуть её специальным хомутом.
- рожковым ключом (19 мм) отворачиваем гайки на болтах крепления муфты и крестовины вала КПП (3 шт.). После этого снимаем муфту вместе с уплотнителем и кольцом.
- теперь с помощью того же ключа выворачиваем гайки крепления фланца переднего кардана и снимаем его. Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые!
- от КПП нужно отсоединить провода, идущие на белый фонарь заднего хода и привод на вал спидометра.
- теперь, не снимая шланга, отсоединяем гидропривод и цилиндр сцепления от картера КПП. После этого убираем саму крышку картера сцепления. Нужно отвернуть 2 болта торцовым ключом 10 мм.
- Важно! Теперь нужно установить опору под КПП, чтобы она не упала на голову и не перекосились болты!
- берём торцовый ключ 19 мм, с удлинителем. Нужно вывернуть 6 болтов, которыми картер КПП крепится к блоку двигателя. Теперь отвёрткой с плоским шлицем поддеваем картер КПП с края, снимаем его со шпилек, раскачиваем и снимаем коробку с автомашины, вытаскивая первичный вал двигателя из диска сцепления. Важно! Нельзя, чтобы коробку перекосило.
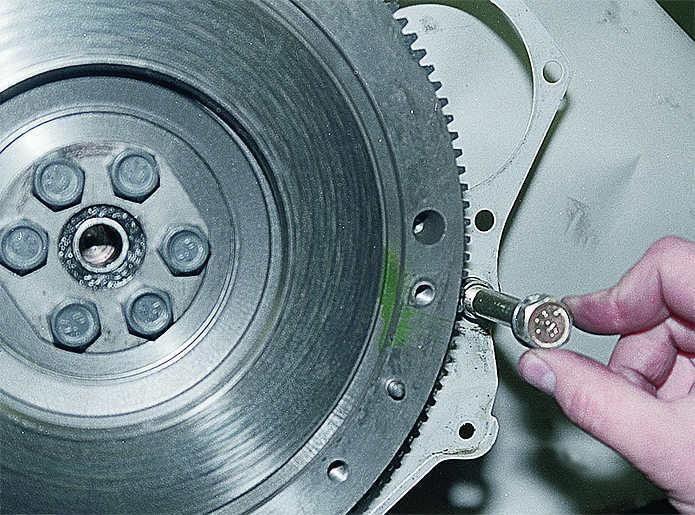
Подготовительные работы закончены! Можно приступать к замене заднего сальника.Для этого: - снимаем маховик и щиток сцепления, для этого воспользуемся торцовым ключом 10 мм. Нужно отвернуть 2 гайки на щитке;
- перед тем, как менять сальник, нужно снять его держатель, чтобы не повредить фланец коленчатого вала. На рисунке хорошо видны 6 болтов его крепления, и 2 болта задней части поддона картера, А и В. Их тоже нужно отвернуть, так как они вворачиваются в корпус держателя сальника.
Внимание! Между держателем сальника и корпусом блока цилиндров есть прокладка. И если вы проделали к сальнику такой большой путь, не поленитесь и поменяйте её независимо от состояния.

 Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые!
Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые! Нужно отвернуть 2 гайки на щитке;
Нужно отвернуть 2 гайки на щитке;- освобождаем сальник из оправки держателя, для этого закрепляем его в тисках, и, через специальную прорезь отвёрткой с плоским шлицем извлекаем его. Сальник осматривается на предмет повреждений и особенностей износа.
- вновь посадочное место протирается чистым бензином, новый сальник смазывается чистым моторным маслом и запрессовывается в держатель с помощью оправки из подшипника, или старого сальника.
- для сборки требуется выполнить все действия в обратном порядке.

Поздравляем! Если удалось самостоятельно добраться до заднего сальника, поменять его и собрать (в обратной последовательности) отсоединённые агрегаты, то вы с честью выдержали экзамен на продвинутого любителя – автомеханика.
Как проводится замена сальника коленвала ВАЗ 2107: схема, видео
О том, что пришла пора заменить задний сальник коленчатого вала, мы узнаём по течи моторного масла из щели между картером сцепления и защитным щитком. Потеря герметичности уплотнительной манжеты грозит загрязнением двигателя и необходимостью пополнения уровня смазки. Попадая на маховик, моторное масло разбрызгивается в стороны и замасливает как внутреннюю поверхность картера сцепления, так и накладки ведомого диска. Сильная течь способна спровоцировать его проскальзывание, из-за чего трансмиссия начинает «пробуксовывать». При этом снижаются динамические характеристики автомобиля – он хуже набирает скорость и перестаёт тянуть в горку. Ни о каком удовольствии от управления автомобилем нет и речи, а кроме того, возникает риск износа деталей сцепления и коробки передач.
Попадая на маховик, моторное масло разбрызгивается в стороны и замасливает как внутреннюю поверхность картера сцепления, так и накладки ведомого диска. Сильная течь способна спровоцировать его проскальзывание, из-за чего трансмиссия начинает «пробуксовывать». При этом снижаются динамические характеристики автомобиля – он хуже набирает скорость и перестаёт тянуть в горку. Ни о каком удовольствии от управления автомобилем нет и речи, а кроме того, возникает риск износа деталей сцепления и коробки передач.
Причиной повреждения рабочей кромки сальника может быть как естественный износ или заводской брак, так и другие факторы – перегрев двигателя, использование некачественного масла или изначально неаккуратный монтаж. Вместе с тем, протечки через уплотнительные элементы коленчатого вала возможны ещё и по причине повышенного давления картерных газов, поэтому следует проверить систему вентиляции двигателя и чистоту сапуна.
Приступая к замене заднего сальника коленчатого вала, отсоедините карданный вал, снимите коробку перемены передач, сцепление и маховик. По этой причине работу лучше выполнять на яме или эстакаде. Особенности разборки и замены переднего сальника коленвала читайте в этой статье.
По этой причине работу лучше выполнять на яме или эстакаде. Особенности разборки и замены переднего сальника коленвала читайте в этой статье.
Что приводит к скорому повреждению сальников
Мы уже разобрались, что их следует менять со временем регулярно. Однако есть ряд факторов, которые могут привести к более скорой порче манжетов. Среди них чаще всего случаются:
- контакт со старым маслом;
- перегрев двигателя;
- дефект в самой детали;
- использование плохого топлива.
Процесс замены
Как правило, когда приходит время, то поменять нужно передний и задний манжет сразу.
Здесь есть свои нюансы. В случае если передний меняется просто, то меняя задний нужно демонтировать несколько громоздких узлов. Но это не так сложно как может показаться на первый взгляд и сделать это самостоятельно может даже автолюбитель с небольшим опытом.
Инструменты
Этапы
Первым меняем передний сальник.
- Вне зависимости от того, какой именно манжет будем менять задний или передний нужно выполнить небольшую подготовительную работу:
- Поставить машину на эстакаду или яму;
- Отсоединить минусовую клему аккумуляторной батареи;
- Для фиксации коленчатого вала включить первую скорость;
- Затянуть ручной тормоз.
- Теперь можно перейти к замене манжеты.
- Открутив саморезы, снимаем защиту двигателя.
- Чтобы получить доступ к шкиву убираем ремень генератора.
- Открутив гайку, которая закрепляет шкив коленчатого вала, снимаем его и получаем доступ к сальнику.
- При помощи отвертки или других инструментов извлекаем его.
Способ извлечения при помощи молотка и бородка
- Место в которое будет ставиться новый обезжириваем бензином и смазываем машинным маслом.
- Новый ставим на посадочное место и с помощью старого сальника, подшипника или другого предмета аккуратно запрессовываем его.
Запрессовываем новый

В этом видео продемонстрировано, как меняется передний сальник на автомобилях марки ВАЗ.
Теперь переходим к замене заднего манжета.
Для замены заднего манжета работы предшествующие замене переднего выполняем в том же порядке, за исключением скорости. Ее нужно поставить на нейтраль.
Меняется задний манжет на яме.
- С помощью домкрата поднимаем задние колеса.
- Теперь нужно демонтировать два больших узла КПП и сцепление.
- Один болт вкручиваем в гнездо обратно.
Этот болт должен быть вкручен обратно
- При помощи монтажной лопаточки фиксируем маховик, чтобы он не провернулся.
- Откручиваем болты, которыми закреплен маховик.
Выкручиваем все шесть
- Теперь надо снять шайбу.
Эта шайба должна быть снята
- Снимаем маховик с вала.
Снятие маховика
- Откручиваем гайки, которыми крепится щиток картера сцепления.
Откручивание гаек
- Снимаем его.
Снятие щитка
- Теперь можно при помощи отвертки извлечь старый сальник.
Извлечение старого
- Далее откручиваем болты, которыми прикреплен поддон картера к держателю.
Выкручиваем при помощи гаечного ключа
- Откручиваем болты при помощи которых держатель прикручен к БЦ.
Выкручиваем болты держателя
- С помощью отвертки отжимаем его и снимаем вместе с прокладкой.
- Ставим и запрессовываем новый манжет.
- Проверяем, в каком состоянии прокладка и в случае необходимости меняем ее.
Эту прокладку желательно поменять
- Ставим на место держатель.
- Начинаем сборку в порядке обратном снятию.

План проведения работ
Для снятия и замены повреждённой манжеты предлагаем воспользоваться пошаговой инструкцией:
1. Возьмите ключ «на 10» и демонтируйте защитный щиток картера сцепления. Для этого отверните два болта, которые фиксируются с обратной стороны держателя сальника.
2. Получив доступ к задней крышке, очистите её от налипшей грязи. Замену уплотнительного элемента можно было бы выполнить и на двигателе – в этом случае не потребовалось бы менять прокладку и восстанавливать герметичность в месте примыкания масляного картера. Но поскольку при этом возникает риск повреждения или перекоса уплотнительной манжеты, то запрессовку проводите в более удобных условиях.
3. Чтобы демонтировать крышку крепления задней манжеты, выверните шесть болтов крепления к торцу двигателя и два болта, с помощью которых к держателю прижимается поддон масляного картера. Как и в предыдущем случае для этого подойдёт торцевая головка «на 10».
Как и в предыдущем случае для этого подойдёт торцевая головка «на 10».
4. Узел крепления сальника устанавливается на уплотнительную прокладку, поэтому его нередко «прихватывает» к поверхности блока цилиндров. Чтобы не повредить изготовленную из хрупкого дюралюминия деталь, её поддевают со стороны специально отлитых выступов и, осторожно пошатывая из стороны в сторону, снимают с двигателя.
5. Крышку укладывают на деревянные подставки. Воспользовавшись подходящим бородком, сальник выбивают из гнезда через специальный вырез в держателе. Не бойтесь повредить изношенный уплотнительный элемент – его всё равно придётся выбросить.
6. Тщательно вымойте держатель от грязи. Уделите внимание посадочному месту манжеты – отдраив его до блеска, вы упростите запрессовку новой детали и снизите риск её порчи.
7. Прежде чем приступить к установке нового сальника, смажьте его моторным маслом. Это уменьшит трение резины о металл, благодаря чему вы предотвратите искривление манжеты и повреждение обоймы при запрессовке. При желании слой смазки наносят и на посадочное место в крышке – это пойдёт лишь на пользу.
При желании слой смазки наносят и на посадочное место в крышке – это пойдёт лишь на пользу.
8. Аккуратно установите новый уплотнительный элемент в гнездо. Проконтролируйте, чтобы верхняя плоскость находилась строго параллельно верхней кромке держателя. Помните, что перекос детали во время монтажа приведёт к заклиниванию. Извлечь застрявшую манжету и при этом не повредить обойму будет непросто.
9. Воспользовавшись подходящим приспособлением, посадите сальник на место. В качестве оправки используйте старое уплотнение (если его удалось снять без повреждений). В крайнем случае, запрессовать сальник можно при помощи молотка и деревянного бруска, простукивая поверхность детали по кругу. Установленное уплотнение должно находиться заподлицо с верхней плоскостью посадочного гнезда.
10. Отвернув край манжеты со стороны выреза для демонтажа, убедитесь, что во время установки не пострадала стягивающая пружина.
11. Перед тем как вернуть заднюю крышку на место, тщательно протрите поверхность фланца коленчатого вала. Кроме того, обязательно очистите место примыкания держателя к блоку цилиндров от следов герметика и остатков старой прокладки.
Кроме того, обязательно очистите место примыкания держателя к блоку цилиндров от следов герметика и остатков старой прокладки.
12. Чтобы предотвратить заворот сальника при установке, смажьте его кромку и посадочное место на коленчатом валу моторным маслом. Это предотвратит стирание рабочей части манжеты в первые секунды после запуска двигателя.
13. Внимательно осмотрите снятую прокладку. Если она повреждена во время разборки или же сильно обжалась, то уплотнительный элемент замените.
14. Смажьте прокладку с обеих сторон герметиком и приклейте её к блоку цилиндров. Кроме того, нанесите тонкий слой жидкого уплотнителя на пробковое (резиновое) уплотнение масляного поддона картера силового агрегата.
15. Верните на место болты, которыми крепится защитный кожух картера сцепления.
16. Аккуратно поджимая пальцами рабочую кромку сальника, установите его на фланец. После того как плоскость крышки коснётся блока цилиндров, область примыкания сальника к коленвалу можно аккуратно поправить при помощи отвёртки с тонким плоским лезвием.
17. Заверните от руки шесть болтов крепления задней крышки двигателя к блоку и затяните их накрест с необходимым усилием. Оставшимися двумя болтами притяните поддон картера к держателю сальника.
18. Будьте внимательны с моментом затяжки, чтобы не повредить резьбу в дюралюминиевой крышке.
Установите на место защитный щиток картера сцепления и притяните его к крышке гайками.На этом работа по замене заднего сальника ВАЗ 2101-2107 завершается. Всё, что остаётся сделать – это установить на место сцепление, коробку переключения передач и карданный вал. Не забудьте отцентрировать диск сцепления при помощи специального приспособления, иначе первичный вал коробки передач не попадёт в подшипник коленчатого вала.
Замена механизма
В случае замены переднего сальника, его поменять достаточно просто. А вот что касается заднего, то с ним придется изрядно повозиться и потратить больше времени. В случае инжектора можно поменять манжеты без снятия радиатора.
Непосредственно перед самими работами вам следует поставить свой ВАЗ-2107 на яму и обесточить аккумулятор.

После крайне важно включить первую передачу – так вы сможете зафиксировать коленвал. Не забудьте также прочно зафиксировать автомобиль на месте с помощью стояночного тормоза. Сама процедура проходит в следующих этапах:
- Откручиваем защиту двигателя, снимаем ремень генератора и снимаем шкив генератора.
- Теперь вам будет хорошо виден сальник – достаем его с помощью отвертки.
- Новый манжет хорошо обрабатываем маслом и вставляем в нужное место.
- После ставим на место все детали в обратном порядке.
Читайте также: Замена маслосъемных колпачков ВАЗ-2107
Что касается заднего манжета, то с ним, как уже говорилось выше, не все так просто. Вам придется повозиться под днищем машины целые часы, и то вы сможете проделать процедуру только в том случае, если имеете большой опыт в подобных работах. Дабы разобраться в самостоятельной замене заднего сальника, лучше посмотреть подробное видео в сети Интернет.
Для выполнения ремонтных работ по снятию и последующей замене заднего сальника коленчатого вала ваз 2107, автомобиль необходимо загнать на смотровую яму или эстакаду.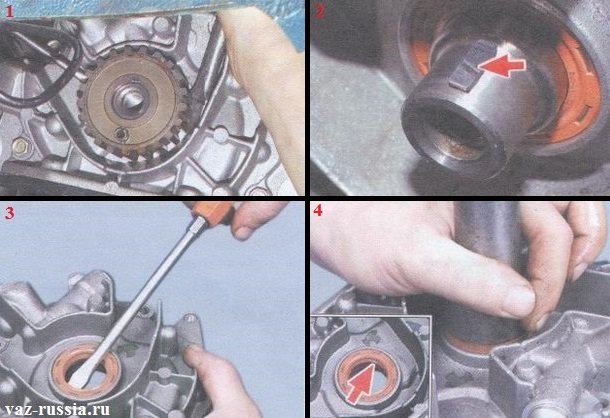 Так же для ремонта потребуется стандартный набор инструментов. Сальник коленвала меняют в случае его выхода из строя, когда через него начинает выбрасывать масло при работающем двигателе.
Так же для ремонта потребуется стандартный набор инструментов. Сальник коленвала меняют в случае его выхода из строя, когда через него начинает выбрасывать масло при работающем двигателе.
Порядок проведения ремонта выглядит следующим образом:
- Загнав автомобиль на яму, отсоединяем карданный вал и снимаем коробку переключения передач.
- Сняв коробку, снимаем маховик и после чего снимаем защитный щиток сцепления, открутив торцовым ключом на десять, две гайки крепления щитка картера сцепления, снимаем его.
- Перед непосредственной заменой заднего сальника, рекомендуется снять держатель сальника. Держатель снимают для предотвращения возможного повреждения фланца коленвала двигателя.
Сальник удерживается на блоке цилиндров с помощью держателя, который в свою очередь крепится на шесть болтов крепления. Так же, непосредственно в корпус держателя вкручиваются и два болта поддона картера, поэтому их необходимо открутить.
Открутив два болта поддона, торцовым ключом на десять, отворачиваем шесть болтов крепления держателя сальника и снимаем его с двигателя. Между держателем и корпусом блока цилиндров расположена уплотнительная прокладка, которую, независимо от ее состояния, рекомендуется заменить на новую.
Между держателем и корпусом блока цилиндров расположена уплотнительная прокладка, которую, независимо от ее состояния, рекомендуется заменить на новую.
На следующем этапе ремонтных работ, необходимо снять сальник с держателя. Для этого закрепляем держатель в тисках и через специальную прорезь, с помощью плоской отвертки, извлекаем сальник из своего посадочного места.
Теперь, когда старый сальник снят, протрите держатель чистым бензином и проверьте его на наличие различных сколов и механических повреждений, после чего установите новый сальник. Перед установкой сальника, смажьте его посадочное место чистым моторным маслом и запресуйте с помощью оправки. Дальнейшая сборка производится в обратной последовательности. На этом ремонтные работы по снятию и замене заднего сальника коленвала ваз 2107 завершены.
Появились масляные следы в передней части двигателя, около шкива коленвала? Возможно проблема в износившемся сальнике. Придется проводить ремонт по замене переднего сальника коленвала ваз 2107 и менять его на новый. Ремонт необходимо выполнять на смотровой яме или эстакаде, так как практически все работы будут проводится в нижней части автомобиля.
Ремонт необходимо выполнять на смотровой яме или эстакаде, так как практически все работы будут проводится в нижней части автомобиля.
- Загнав автомобиль на яму, ставим его на первую передачу, снимаем защиту двигателя.
- Теперь необходимо снять ремень генератора, для этого ослабляем винт крепления генератора к регулировочному кронштену и нижний болт его крепления к корпусу блока цилиндров. Подымаем генератор немного вверх и стягиваем ремень с его шкива и шкива коленчатого вала.
- Следующая наша первостепенная задача — снять шкив коленвала. Для этого необходимо открутить его гайку крепления. А как ее открутить? Гаечным ключом на 38 обычным рожковым, а лучше воспользоваться специальным слегка изогнутым. Автомобиль стоит на первой передаче, тем самым фиксируя коленвал от полного проворачивания. Откручиваем гайку и снимаем шкив.
Сняв шкив, вы увидите передний сальник коленвала, подденьте его плоской отверткой и извлеките из своего посадочного места. Протрите посадочное место чистым бензином, вычистите все от грязи и можно приступать к установке нового сальника. Поверхность нового сальника смажьте моторным маслом и сориентируйте над своим посадочным местом. Через оправку подходящего диаметра, запресуйте его на место. В качестве оправки можно использовать либо старый сальник, либо подшипник подходящего диаметра.
Протрите посадочное место чистым бензином, вычистите все от грязи и можно приступать к установке нового сальника. Поверхность нового сальника смажьте моторным маслом и сориентируйте над своим посадочным местом. Через оправку подходящего диаметра, запресуйте его на место. В качестве оправки можно использовать либо старый сальник, либо подшипник подходящего диаметра.
На этом ремонтные работы по замене переднего сальника коленвала ваз 2107 завершены. Сборку всех элементов проведите в обратном порядке.
Как заменить передний сальник коленвала ваз 2107
При покупке авто было замечено масло на шкиве, на ремне… Сразу было ясно, что сальник под замену. Купил я его сразу, то руки не доходили, то времени не было. Но когда все же решил поменять, столкнулся с проблемой, нечем было открутить гайку шкива, самый большой ключ какой у меня был-это на 36, ну и был на 40, а толку, когда гайка на 38)))) покупать специальный «говноключ» совсем не хотелось, искал по друзьям) нашел головку с трещеткой, хорошая такая, массивная трещеточка)))
Читал отзывы людей, которые пытались открутить гайку…кто стартером откручивает, т. к. руками не могут сорвать; ставят на 5ю передачу, на ручник, срывают… у меня же открутилась на ура на первой передаче, с учетом того, что трещетка не помещалась между движком и передним фартуком и упиралась в радиатор, откручивал чуть цепляя грани гайки…
к. руками не могут сорвать; ставят на 5ю передачу, на ручник, срывают… у меня же открутилась на ура на первой передаче, с учетом того, что трещетка не помещалась между движком и передним фартуком и упиралась в радиатор, откручивал чуть цепляя грани гайки…
В мурзилке написано: «подденьте его плоской отверткой и извлеките из своего посадочного места.» Хер там, во-первых, не подлезть особо, во-вторых, он задубел и сидит мертво…но я его победил)))
Новый было ставить по-проще, подержал его в кипятке, намазал герметиком, с большим усилием засадил в посадочное место, собирать ничего сложного) теперь ничего не капает))) на этом все, спасибо за внимание))))
Сальники (манжеты) коленвала выполняют функцию заглушек, которые лежат на концах вала не дают вытекать маслу, а также попадать в двигатель пыли. Признаками изношенности сальников коленвала, как переднего, так и заднего, является разбрызгивание и потёки масла. Стандартный срок службы сальников – не более 150 тысяч км.
Когда требуется замена сальника коленвала?
- при возникновении течи масла в области шкива, или в месте соединения двигателя и коробки передач;
- когда сальники «выдавило», то есть они смещены наружу со своих мест, что говорит о повышенном давлении масла;
На инжекторной модели существует датчик положения коленвала, он измеряет и синхронизирует частоту его вращения с подачей топлива. Если датчик ограничил обороты двигателя, то причина в том числе и в неисправности сальника. Датчик ставится на крышку масляного насоса.
Какие причины приводят к преждевременному износу сальников?
- плохой материал, контрафактные запчасти;
- повышение оборотов двигателя, использование некачественного топлива, неправильная установка момента зажигания;
- перегрев двигателя;
- длительная работа на старом масле и загрязнённом фильтре.
При зимней эксплуатации автомобиля может снегом «забиться» сапун, и повышенное давление газов способно «выдавить» сальники.
Передний сальник меняется гораздо быстрее заднего. Для замены заднего нужно потратить гораздо больше времени.
Независимо от того, какой сальник (или оба, как рекомендуют мастера) будут меняться, требуется:
- поставить автомобиль на «яму».
- обесточить аккумулятор;
- включить первую передачу, чтобы зафиксировать коленвал;
- надёжно зафиксировать автомобиль стояночным тормозом.
Самостоятельная замена переднего сальника коленвала
Его внутренний диаметр 40, а наружный 56 мм.
- Вначале отсоединяем от двигателя защиту. Используем ключ 8 мм. Отворачиваются саморезы спереди, сзади и сбоку. Снимаем защиту. Если ВАЗ 2107 инжектор, будет дополнительный щиток, но его снятие не должно вызвать трудности.
- Снимаем ремень генератора для облегчения доступа к шкиву вала.
Отворачиваем гайку генератора, он может перемещаться по оси. Берём монтажку и перемещаем генератор до упора, ремень ослабляется и снимается.
- С помощью рожкового ключа 38 мм, или специального ключа коленвала, или газового ключа отворачиваем гайку крепления шкива коленвала, и аккуратно снимаем шкив.
- Теперь хорошо виден сальник. На нём может быть выработка, разрывы, метка от пореза. Аккуратно извлекаем его шлицевой широкой отвёрткой, протираем посадочное место бензином. Новый сальник аккуратно и равномерно смазываем маслом, аккуратно размещаем над посадочным местом, и, используя вместо оправки подшипник или старый сальник, лёгкими постукиваниями молотка запрессовываем его в крышку.
- Замена окончена. Далее ставим на место шкив, ремень генератора и защиту.
Замена заднего сальника
Теперь меняем задний сальник (манжету) коленвала на ВАЗ 2107. Здесь потребуется больше времени, терпения и силы, так как для доступа к нему нужно отсоединить коробку передач. Все подготовительные работы выполняются в прежнем объёме, но автомобиль находится на нейтральной передаче. Так как нужно вывесить задние колёса, то это делать нужно на яме, а не на эстакаде. Внешний размер этого сальника 90 мм, а внутренний – 70.
Так как нужно вывесить задние колёса, то это делать нужно на яме, а не на эстакаде. Внешний размер этого сальника 90 мм, а внутренний – 70.
Вначале требуется отсоединить кардан от коробки передач:
- поддомкрачиваем и вывешиваем задние колёса;
- если ВАЗ 2107 инжектор – снимаем теплозащитный экран каталитического нейтрализатора (торцовый ключ на 13 мм), отворачивая 4 гайки со шпилек (см. рис). Если ВАЗ 2107 не инжектор, а карбюратор – пропускаем этот этап.
- теперь можно приступать к снятию карданной передачи. Важно! Берётся напильник и делается метка на вилке шарнира кардана и на фланце редуктора (дифференциала). Когда всё ставится обратно на место, закрепить нужно точно в таком взаимном расположении во избежание вибрации и разбалансировки. Для этого и нужна метка.
- отворачиваем (рожковый ключ 13 мм) карданный вал от фланца редуктора, при этом монтировкой придерживаем кардан от проскальзывания. Теперь подвесим заднюю часть кардана на проволоке к задней подвеске, куда душе угодно.
- отсоединяем переднюю часть карданного вала: разгибаем усики обоймы сальника (4 шт.), сдвигаем её вдоль кардана. Отворачиваем болты крепления промежуточной опоры кардана (2 шт.) от кронштейна, и разъединяем вал с эластичной муфтой, сдвинув вал назад.
Поздравляем! Карданный вал отсоединён. Теперь нужно снять коробку передач, чтобы получить доступ к заднему сальнику.Снятие коробки передач и эластичной муфты кардана:

- Вначале в салоне снимается центральная панель радиоприёмника. Потребуются ключ 10 мм, пассатижи и отвёртки. Отворачиваем две гайки консоли сверху. Затем отвёрткой с плоским шлицем поддеваем внизу декоративную накладку, снимаем её и выворачиваем нижние саморезы. Отсоединяем тумблеры освещения, обогрева заднего стекла, и выталкиваем разъёмы, разъединяя их. Предварительно нужно запомнить схему подключения. Наконец, поднимаем панель вверх и немного назад, освобождаем «палку» переключения передач и убираем.
- далее снимаем декоративные накладки ручки КПП. Затем поднимаем ручку вверх, отвёрткой с плоским шлицем отжимаем фиксатор и снимаем ручку. Вытаскиваем аккуратно из неё демпфер (резиновый), можно пинцетом. Двумя отвёртками разжимаем лепестки на кольце фиксатора и снимаем его самого и две его втулки: резиновую и запорную.
- отворачиваем саморезы крепления кожуха ручки КПП (отвёрткой с крестовым шлицем) и снимаем его с поролоновым уплотнителем.
- отодвигаем обивку, и отвинчиваем крышку в полу;
- открываем капот, отворачиваем болты крепления стартера и сдвигаем его назад. В результате он освободит колокол КПП.
- отсоединяем эластичную муфту кардана . Внимание! Чтобы успешно установить её на прежнее место после замены сальника, нужно предварительно стянуть её специальным хомутом.
- рожковым ключом (19 мм) отворачиваем гайки на болтах крепления муфты и крестовины вала КПП (3 шт.). После этого снимаем муфту вместе с уплотнителем и кольцом.
- теперь с помощью того же ключа выворачиваем гайки крепления фланца переднего кардана и снимаем его. Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые!
- от КПП нужно отсоединить провода, идущие на белый фонарь заднего хода и привод на вал спидометра.
- теперь, не снимая шланга, отсоединяем гидропривод и цилиндр сцепления от картера КПП. После этого убираем саму крышку картера сцепления. Нужно отвернуть 2 болта торцовым ключом 10 мм.
- Важно! Теперь нужно установить опору под КПП, чтобы она не упала на голову и не перекосились болты!
- берём торцовый ключ 19 мм, с удлинителем. Нужно вывернуть 6 болтов, которыми картер КПП крепится к блоку двигателя. Теперь отвёрткой с плоским шлицем поддеваем картер КПП с края, снимаем его со шпилек, раскачиваем и снимаем коробку с автомашины, вытаскивая первичный вал двигателя из диска сцепления. Важно! Нельзя, чтобы коробку перекосило.
Подготовительные работы закончены! Можно приступать к замене заднего сальника.Для этого: - снимаем маховик и щиток сцепления, для этого воспользуемся торцовым ключом 10 мм. Нужно отвернуть 2 гайки на щитке;
- перед тем, как менять сальник, нужно снять его держатель, чтобы не повредить фланец коленчатого вала. На рисунке хорошо видны 6 болтов его крепления, и 2 болта задней части поддона картера, А и В. Их тоже нужно отвернуть, так как они вворачиваются в корпус держателя сальника.
Внимание! Между держателем сальника и корпусом блока цилиндров есть прокладка. И если вы проделали к сальнику такой большой путь, не поленитесь и поменяйте её независимо от состояния.
 Затем поднимаем ручку вверх, отвёрткой с плоским шлицем отжимаем фиксатор и снимаем ручку. Вытаскиваем аккуратно из неё демпфер (резиновый), можно пинцетом. Двумя отвёртками разжимаем лепестки на кольце фиксатора и снимаем его самого и две его втулки: резиновую и запорную.
Затем поднимаем ручку вверх, отвёрткой с плоским шлицем отжимаем фиксатор и снимаем ручку. Вытаскиваем аккуратно из неё демпфер (резиновый), можно пинцетом. Двумя отвёртками разжимаем лепестки на кольце фиксатора и снимаем его самого и две его втулки: резиновую и запорную. Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые!
Эти и предыдущие 6 гаек самоконтрящиеся, при обратной сборке потребуются новые! - освобождаем сальник из оправки держателя, для этого закрепляем его в тисках, и, через специальную прорезь отвёрткой с плоским шлицем извлекаем его. Сальник осматривается на предмет повреждений и особенностей износа.
- вновь посадочное место протирается чистым бензином, новый сальник смазывается чистым моторным маслом и запрессовывается в держатель с помощью оправки из подшипника, или старого сальника.
- для сборки требуется выполнить все действия в обратном порядке.
Поздравляем! Если удалось самостоятельно добраться до заднего сальника, поменять его и собрать (в обратной последовательности) отсоединённые агрегаты, то вы с честью выдержали экзамен на продвинутого любителя – автомеханика.
Передний сальник двигателя ВАЗ 2101-2107 служит для предотвращения протечек моторного масла в том месте, где к концу кривошипа крепится шкив привода навесных агрегатов. Хоть уплотнительная манжета и изготавливается из высококачественной фторкаучуковой резины, со временем ее рабочая кромка изнашивается и в зазор просачивается смазочная жидкость. Сегодня мы поделимся способом замены переднего сальника коленвала ВАЗовской «классики». Справиться с работой сможет даже начинающий водитель, ведь для этого даже не придётся снимать крышку привода распредвала с двигателя.
Когда и почему меняют передний сальник
Завод-изготовитель рекомендует выполнять замену переднего сальника коленчатого вала двигателей ВАЗ 2101-2107 через каждые 150 000 км пробега. Однако на практике такую замену приходится выполнять и чаще. К ускоренному износу уплотнительного элемента и появлению протечек моторного масла приводят:
- перекос сальника при установке;
- потеря эластичности вследствие перегрева двигателя;
- увеличенное радиальное биение шкива привода навесных агрегатов;
- использование некачественного моторного масла;
- выработка на ступице шкива коленчатого вала.
Кроме того, не исключаем затвердевание манжеты вследствие естественного старения и возможность производственного брака – к сожалению, качество деталей для заднеприводных моделей ВАЗ оставляет желать лучшего.
Не заметить повреждение уплотнительного элемента невозможно – вращающийся шкив разбрасывает масло в передней части двигателя и по всему моторному отсеку. Однако не думайте, что подобная неисправность приводит лишь к замасливанию агрегатов и снижению уровня смазочной жидкости. Попадая на ремень генератора и другие резиновые детали, моторное масло может быстро привести их в негодность.
Имейте в виду, что появление течи через сальники двигателя провоцирует еще один фактор – повышенное давление картерных газов. По этой причине обязательно проверьте чистоту системы вентиляции двигателя.
Ещё кое-что полезное для Вас:
Пошаговая инструкция
Из-за ограниченного пространства между передней частью двигателя и радиатором, запрессовать новый сальник без перекосов сложно. По этой причине специалисты рекомендуют выполнять замену уплотнительного элемента при снятой передней крышке двигателя. Конечно же, сделать это на слесарном верстаке намного удобнее, однако есть здесь и подводные камни. Как показывает практика, после подобного демонтажа сложно восстановить герметичность по линии примыкания масляного поддона, а кроме того, появляется опасность сорвать внутреннюю резьбу в довольно деликатной дюралевой крышке.
По этой причине рекомендуем воспользоваться более распространённым и менее трудозатратным способом, при котором замену повреждённого сальника проводят прямо на двигателе. Эта работа потребует от вас внимания и аккуратности. Выполнять все манипуляции удобнее на подъёмнике, эстакаде или смотровой яме.
- Поставьте автомобиль на ручной тормоз и установите рычаг переключения передач на четвертую скорость.
- Отсоедините силовые клеммы и снимите с автомобиля аккумуляторную батарею.
- Воспользовавшись торцевой головкой «на 17» и длинным воротком, отпустите самоконтрящуюся гайку крепления генератора к регулировочной планке.
- Установив монтировку или тот же вороток между генератором и правым подрамником (лонжероном), используйте его в качестве рычага, чтобы сместить генератор к блоку цилиндров. Это позволит прослабить поликлиновой ремень привода навесных механизмов и снять его с двигателя.
- Переместившись под автомобиль, демонтируйте грязезащитный кожух и защиту поддона картера.
- Отверните гайку храповика при помощи специального накидного ключа «на 38». В некоторых случаях крепёж прихватывает настолько сильно, что заблокировать колёса не удаётся даже ножным тормозом. В таком случае механики рекомендуют снять стартер и при помощи прочного воротка заблокировать маховик. Чтобы сорвать прикипевшую гайку, ключ удлиняют подходящей трубой.
Обратите внимание – на хвостовике коленчатого вала нарезана правая резьба, поэтому отворачиваем храповик против часовой стрелки. - Снимите шкив коленчатого вала. В этих целях используйте монтажную лопатку, поддевая деталь с разных сторон и применяя инструмент как рычаг. Однако не переусердствуйте, поскольку при чрезмерном нажатии проломите переднюю крышку двигателя.Чтобы не рисковать, позаботьтесь о том, чтобы в вашем арсенале был съёмник. С его помощью вы сможете легко и безопасно демонтировать даже те детали, которые устанавливаются с ощутимым натягом.
- Очистите переднюю часть крышки, сальник и его посадочное место, иначе при извлечении уплотнительного элемента внутрь двигателя попадёт грязь.
- Опираясь на гнездо сальника, подденьте обойму прочной отверткой с широким лезвием. Постукивая по ручке инструмента, извлеките повреждённую деталь.
- Прежде чем приступать к установке нового сальника, протрите до блеска его посадочное место – в дальнейшем это облегчит монтаж. Если повреждённый сальник извлёкся слишком легко, то это свидетельствует об износе гнезда в крышке привода распределительного вала. Чтобы обеспечить герметичность в дальнейшем, на боковую поверхность нового уплотнителя нанесите слой автомобильного герметика.
- Аккуратно установите сальник на место. Проследите, чтобы он не перекашивался и входил в гнездо равномерно.
- Воспользовавшись подходящей оправкой (можно взять даже ключ для снятия храповика, если он подходит по толщине), аккуратными ударами молотка посадите сальник на место.
- Внимательно осмотр
Меняем самостоятельно сальник коленвала на автомобиле ВАЗ 2107
.Данная статья носит технический характер и призвана помочь автолюбителям в ремонте автомобиля (в данном случае это ВАЗ 2107). Разделим статью на две части, в которых последовательно разберем замену переднего и заднего сальников коленвала соответственно.
Любой автовладелец должен всегда внимательно следить за работой своей машины, поэтому при первых признаках неисправности нужно уметь быстро устранить проблему.Сальник коленвала передний меняется при развитии масляных пятен и прожилок при работе шкива коленчатого вала.
Для запуска нужно установить машину на подъемник, чтобы можно было провернуть двигатель, а затем нужно включить передачу и ручной тормоз. Далее снимается защита мотора ключом на 8 мм — для этого необходимо открутить несколько саморезов. После этого нужно сбросить ремень генератора с помощью ключа на 19 мм, чтобы ослабить регулировочную гайку кронштейна двигателя.Гаечным ключом на 38 мм ослабляют шкив коленчатого вала, после чего его можно снимать. Иногда шкив сильно прилегает, в этом случае следует использовать специальный съемник.
Установив сальник коленчатого вала отверткой, вытащить его из крышки ГРМ (газораспределительного механизма).
Теперь вам нужен новый сальник. Вдавите крышку ГРМ. Для этого подойдет старый уплотнитель или труба соответствующего диаметра. Предварительно смажьте коленчатый вал моторным маслом.Не забудьте обратить внимание на маркировку покупки, где указан размер сальника, в этом случае внутренний диаметр должен быть 40 мм, а внешний — 56 мм. После нажатия собираем все в обратном порядке.
Задний сальник коленвала заменить намного сложнее. Так же ставим машину на подъемник, включаем нейтральную передачу и снимаем ее с ручника.
Для начала нужно снять бокстрансферы, для этого отсоединяем минусовую клемму от аккумулятора.В машине снимаем КПП и, сняв обивку, откручиваем крышку, закрывающую проем в полу. Последовательно снимаем стартер, отсоединяем провода заднего хода, отсоединяем карданный вал, снимаем трос спидометра, отсоединяем цилиндр выключения сцепления от картера коробки, откручиваем болты картера сцепления. Под коробку передач ставим надежную стойку и откручиваем картер сцепления от блока цилиндров. Вставив узел между картером и блоком, снимаем картер с направляющих втулок.Осторожно отодвигая коробку передач назад, вытащите первичный вал из диска сцепления. Коробка передач снята.
Теперь снимаем маховик: для этого снимаем корзину, а затем диск сцепления. Ввинчиваем болт в отверстие на блоке цилиндров. Берем сборку и, опираясь на болт, вставляем между зубьями маховика, чтобы он не проворачивался. Ключом на 17 мм откручиваем болты крепления маховика. Снимите с коленчатого вала маховик, а затем — диск сцепления (лучше снять сальник, фиксирующий, чтобы не повредить фланец коленвала при установке новой прокладки).Откручиваем на картере двигателя два болта, которые крепятся к держателю сальника. Сам держатель держится на шести болтах, берем ключ на 10 мм и с помощью отвертки снимаем его вместе с прокладкой. Удерживая обойму в тисках, через специальное отверстие выбиваем сальник коленвала.
Смажьте новую прокладку моторным маслом и прижмите ее с помощью старой сальниковой набивки или обрезав трубу по диаметру, а затем соберите все в обратном порядке.Не забываем и о размерах сальника: у этой модели внутренний диаметр должен составлять 70 мм, а внешний — 90 мм.
При замене сальников необходимо точно определить, почему они вышли из строя! Вполне возможно, что сам коленчатый вал поврежден и замена сальника не решит проблему. Будьте осторожны, удачи.
p >>Меняем самостоятельно сальник коленвала на автомобиле ВАЗ 2107
.Данная статья носит технический характер и призвана помочь автолюбителям в ремонте автомобиля (в данном случае это ВАЗ 2107).Разделим статью на две части, в которых последовательно разберем замену переднего и заднего сальников коленвала соответственно.
Любой автовладелец должен всегда внимательно следить за работой своей машины, поэтому при первых признаках неисправности нужно уметь быстро устранить проблему. Сальник коленвала передний меняется при развитии масляных пятен и прожилок при работе шкива коленчатого вала.
Для запуска нужно установить машину на подъемник, чтобы можно было провернуть двигатель, а затем нужно включить передачу и ручной тормоз.Далее снимается защита мотора ключом на 8 мм — для этого необходимо открутить несколько саморезов. После этого необходимо скинуть ремень генератора, используя ключ на 19 мм, чтобы ослабить регулировочную гайку кронштейна двигателя. Гаечным ключом на 38 мм ослабляют шкив коленчатого вала, после чего его можно снимать. Иногда шкив сильно прилегает, в этом случае следует использовать специальный съемник.
Установив сальник коленчатого вала отверткой, вытащить его из крышки ГРМ (газораспределительного механизма).
Теперь вам нужен новый сальник. Вдавите крышку ГРМ. Для этого подойдет старый уплотнитель или труба соответствующего диаметра. Предварительно смажьте коленчатый вал моторным маслом. Не забудьте обратить внимание на маркировку покупки, где указан размер сальника, в этом случае внутренний диаметр должен быть 40 мм, а внешний — 56 мм. После нажатия собираем все в обратном порядке.
Задний сальник коленвала заменить намного сложнее.Так же ставим машину на подъемник, включаем нейтральную передачу и снимаем ее с ручника.
Для начала нужно снять бокстрансферы, для этого отсоединяем минусовую клемму от аккумулятора. В машине снимаем КПП и, сняв обивку, откручиваем крышку, закрывающую проем в полу. Последовательно снимаем стартер, отсоединяем провода заднего хода, отсоединяем карданный вал, снимаем трос спидометра, отсоединяем цилиндр выключения сцепления от картера коробки, откручиваем болты картера сцепления.Под коробку передач ставим надежную стойку и откручиваем картер сцепления от блока цилиндров. Вставив установку между картером и блоком, снимите картер с направляющих втулок. Осторожно отодвигая коробку передач назад, вытащите первичный вал из диска сцепления. Коробка передач снята.
Теперь снимаем маховик: для этого снимаем корзину, а затем диск сцепления. Ввинчиваем болт в отверстие на блоке цилиндров. Берем сборку и, опираясь на болт, вставляем между зубьями маховика, чтобы он не проворачивался.Ключом на 17 мм откручиваем болты крепления маховика. Снимите с коленчатого вала маховик, а затем — диск сцепления (лучше снять сальник, фиксирующий, чтобы не повредить фланец коленвала при установке новой прокладки). Откручиваем на картере двигателя два болта, которые крепятся к держателю сальника. Сам держатель держится на шести болтах, берем ключ на 10 мм и с помощью отвертки снимаем его вместе с прокладкой. Удерживая обойму в тисках, через специальное отверстие выбиваем сальник коленвала.
Смажьте новую прокладку моторным маслом и прижмите ее с помощью старой сальниковой набивки или обрезав трубу по диаметру, а затем соберите все в обратном порядке. Не забываем и о размерах сальника: у этой модели внутренний диаметр должен составлять 70 мм, а внешний — 90 мм.
При замене сальников необходимо точно определить, почему они вышли из строя! Вполне возможно, что сам коленчатый вал поврежден и замена сальника не решит проблему.Будьте осторожны, удачи.
Как обрабатывать коленчатые валы
Создано: 1 августа 2005 г.
Обновлено: 29 октября 2010 г.
Нажмите на фотографии для более детального просмотра
Вероятно, существует больше способов удерживать консольный коленчатый вал для обработки шатунной шейки, чем способов вызвать непроизвольное нарушение целостности у кошек. Попытка покрыть их все сразу была бы сложной задачей, поэтому, пока я не почувствую себя благословленным лишним временем и энергией, эта страница техники будет ограничиваться самым распространенным типом шахты, которую, вероятно, сделает строитель домашнего магазина: выступом, одноходовой вал, выточенный из цельного прутка.Обсуждая эту тему с The Motor Boys, мы пришли к выводу, что у каждого из нас была своя любимая техника, и все они в некотором роде отличались друг от друга, что часто зависело от различных типов оборудования, которое у каждого из нас есть, и содержимого наших соответствующих ящиков для мусора. У каждого есть достоинства, и все работают. Естественно, я предпочитаю то, как я это делаю, но это изменилось 4 раза за эти годы, и может измениться снова. Так что используйте эту страницу как кладезь идей и посмотрите, что подойдет вам.
Поворот основного журнала
Я прочитал (и использовал) несколько подходов к изготовлению консольного вала.То, что предлагает Уэстбери в его книге Building the Atom Minor Mk III, должно занять первое место среди наиболее трудоемких, но «правильных» способов, включая тщательную разметку, сверление по центру на противоположных пустых поверхностях с последующим (по порядку) поворотом шатунная шейка, затем — главный журнал. Я на самом деле следил за этим на своем Atom Minor и произвел бесполезную шахту из-за неправильного прочтения рисунка, что дало ему больше хода, чем оставалось место для головы. Больше никогда. Что меня действительно убедило, так это то, что я ненавижу выделяться! Я давно разработал процесс, частично основанный на последовательности, описанной Дэвидом Оуэном в его хорошо продуманных инструкциях по обработке DIY Mate 2cc Diesel, что устраняет необходимость в какой-либо маркировке!Сначала несколько слов о передней части вала — долоте, которая будет нести опору.Большинство двигателей любительской сборки будут производиться из стали и оставаться в мягком состоянии. Термическая обработка вызывает деформацию, требующую обработки вала большего размера, затем шлифования до окончательного размера и выравнивания. Для «мягких» валов лучший выбор материала — «стрессоустойчивая» сталь, если она у вас есть. Этот станок подходит для работы с острыми инструментами. Старый добрый 12L14 делает обработку вала удовольствием, но он немного мягкий, особенно для двигателей большего размера.
Теперь, поскольку вал останется мягким, он уязвим для аварийного повреждения — как правило, в виде изгиба в месте выхода вала из переднего подшипника и уменьшения диаметра, где вал наиболее уязвим.Я обнаружил, что если диаметр здесь 3/16 дюйма или больше, он имеет приемлемую прочность. Если он меньше, даже устойчивость к нагрузкам будет немного слабее, поэтому для меньших валов я настоятельно рекомендую сверлить вал для ввинчивающаяся шпилька, сделанная из винта с отрезной головкой, или даже с использованием высокопрочного болта, если хотите. Многие коммерческие двигатели использовали эту функцию, и по той же причине: легче заменить изогнутую шпильку, чем выпрямить гнутый вал!
Теперь перейдем к валу без разметки.Вырежьте заготовку, которая примерно на 1/32 — 1/16 дюйма длиннее общей длины вала. Вставьте трехкулачковый самоцентрирующийся патрон (3AO) и обработайте концы с минимальным срезом. Отцентрируйте сверло вторую поверхность, затем вытяните заготовку вала так, чтобы она выступала из патрона достаточно, чтобы сформировать основную шейку. Слегка затянув кулачки патрона, поднимите мертвую точку задней бабки, чтобы выровнять заготовку, затем плотно затяните патрон. Все патроны имеют биение, особенно трехкулачковые самоцентрирующиеся. Но даже если 3АО не на 100% выровнено с осью, окончательная цапфа все равно будет сформирована правильно, если мы не будем беспокоить вещи во время чистовых пропилов.Это необработанная веб-часть, которая будет недоступна, и мы сможем исправить это позже.
Первые пропилы будут глубокими, чтобы удалить много металла, поэтому наклоните инструмент к задней бабке, чтобы при отклонении назад глубина резания становилась меньше, а не глубже. Это защитит от ситуации с «положительной обратной связью», когда раскопки быстро становятся самовоспроизводящимися. Вы не сможете попасть в угол Интернета из этой настройки, но это можно исправить позже. Уменьшите размер журнала до 50 тыс., Затем установите инструмент для очистки около полотна и приготовьтесь к чистовой резке.
Мне нравится делать мои чистовые пропилы в три или более проходов на глубину не более 0,005 дюйма (0,010 дюйма в диаметре). Последний, который мне нравится делать только на 2 или 3 тысячи глубиной, чтобы оставить вал на 0,0005 дюйма, чтобы не более чем на 0,001 дюйма выше размера развернутой втулки. Так как вал на самом деле должен быть меньше этого размера, у нас осталось достаточно металла для отделки. Для этого я использую изготовленный в магазине точильный инструмент, который является копией старого дизайна Sunnen. Увы, отливка, из которой изготовлен этот инструмент, уже не в бизнесе.В качестве альтернативы можно использовать разрезанный пончик с размазанной изнутри алмазной пастой для притирки или даже кусок бумаги с зернистостью 600, подложенный под плоскую стальную линейку и много масла. Несмотря на то, что ваш вал может выглядеть гладким после чистовой обработки, это действительно очень тонкий винт, и микроскопический винтовой гребень необходимо удалить. Оттачивайте и полируйте до тех пор, пока она не станет хорошей ходовой частью в кустах — опыт поможет вам.
Если вал должен иметь резьбовое сечение с уменьшенным диаметром, поверните и обработайте его (но без резьбы) до чистовой обработки основной шейки.Заправка нити выполняется в последнюю очередь, так как для этой операции нам нужно удалить центр. Что касается центров, я считаю, что «живые» (вращающиеся) центры слишком неточны для чистовой обработки валов. Вы можете использовать один, когда загибаете бланк, но измените его на «1/2 мертвой точки» для чистовой обработки. Вырез в центре этого типа позволяет использовать наконечник инструмента по мере его уменьшения.
Диаметр шейки кривошипа теперь должен быть повернут так, чтобы он был концентрическим по отношению к главной шейке. Насколько концентрически, зависит от того, как вы будете формировать шатунную шейку.Если вы оставили достаточно выступающих из челюстей, хорошо — сделайте это при той же настройке. В противном случае захват вала цанговым патроном на шейке будет прекрасным и даст очень точные результаты при условии, что у вас есть подходящая цанга. В отчаянии за вал можно легко ухватиться в 3АО с помощью прокладки из алюминиевой банки для напитков, используемой для защиты отделки. Это может вызвать несколько тысяч эксцентриситета в зависимости от состояния вашего патрона. Пуристы могут захватить 4-х кулачковый независимый патрон (4JIC) и точно измерить короткую, выступающую часть цапфы.Тем не менее, если вы используете приспособления для смещения, описанные ниже, одна или две эксцентриситета между полотном и журналом не будут иметь никакого значения.
Поворот шатуна
Для этого потребуется специальный приспособление или приспособление. Я видел, как в журналах появлялись несколько довольно причудливых дизайнов — не говоря уже о том, что они были непрактичными, просто необычными — я уверен, что их дизайнеры любили их! Тем не менее, все они предназначены для выполнения одной и той же основной задачи: удерживать обработанную обработанную шейку вала параллельно оси токарного станка, но со смещением от нее, чтобы шатунный шатун после обработки был идеально выровнен и точно параллелен оси главной шейки.Кстати, в некоторых конструкциях, особенно тех, которые предназначены для высокой производительности, не выравнивает оси параллельно! Это связано с тем, что шатун на перемычке консольного кривошипа будет отклоняться в разной степени в зависимости от давления, оказываемого на него шатуном. В точке наибольшего давления отклонение будет наибольшим, поэтому, когда штифт выходит из параллельности, трение будет максимальным. Смещая штифт, конструкторы пытаются уменьшить это трение во время рабочего хода, допуская, что трение будет выше, когда штифт находится под меньшей нагрузкой, но тем не менее надеются на общий выигрыш.Чтобы узнать, что вы добились успеха в этой игре, требуется довольно сложное измерительное оборудование и изготовление нескольких кривошипов (желательно запускать более чем в одном случае для учета производственных допусков). Мы просто стремимся сделать так, чтобы штифт был как можно более параллелен оси кривошипа.
Крепление пластины Keats
Вот приспособление, известное как «тарелка Китса» (или угловая пластина). Я полагаю, что название происходит от английской компании, которая впервые выпустила его в качестве коммерческого предмета из каталога.Его использование должно быть очевидным: основной корпус прикручен болтами к планшайбе токарного станка, а вал зажат в продольной ‘V’ при помощи меньшей зажимной пластины. Если на лицевой стороне конца бланка сделана отметка кернером, смещенная от центра ровно на половину требуемого броска, пластину Китса можно отрегулировать на лицевой пластине так, чтобы эта отметка проходила точно, а штифт повернулся.
Показанная здесь пластина (со стандартным 12-дюймовым цифровым штангенциркулем, показанным для сравнения размеров) гордо сидит на моей теневой доске и почти никогда не используется.Он был изготовлен (с уважением) из набора чугунных отливок, импортированных из Англии за большие деньги. Я обнаружил:
- Это немного больше для маленьких кривошипов, и зажимная V-образная пластина может повредить поверхность вала, если затянуть ее до точки, при которой вы абсолютно уверены, что вал не будет двигаться во время прерывистого резания.
- И наоборот, для больших валов V может быть на короткой стороне (в продольном направлении), а это означает, что может быть опасная длина неподдерживаемого вала, выступающего над приспособлением.Добавьте к этому прерывистый рез, и появится возможность остаточной деформации.
- Наконец, существует проблема получения комбинации прорезей для пластин Китса и прорезей на лицевой пластине, которые дают правильный бросок.
Мой окончательный вывод состоит в том, что старый бедный прибор Keats на 90% бесполезен для той цели, для которой я его сделал. Иногда это идеальное решение (сразу приходит в голову центральная часть вала Taplin Twin), но в целом есть лучшие, более дешевые и более эффективные способы выполнения этой работы.
Использование 4-кулачкового патрона
Все мы знаем, что 4-кулачковый патрон способен удерживать заготовку в любом положении по отношению к оси токарного станка в пределах своих возможностей, так почему бы не использовать его? Две проблемы. Во-первых, это тенденция губок оставлять отметки на поверхности захватываемого материала. Ударные силы, возникающие при формировании шатунной шейки из-за прерывистого резания, довольно высоки, поэтому вал необходимо удерживать очень надежно. К тому времени, когда мы добираемся до шатунной шейки, шейка, как правило, окончательно обточена и отточена, поэтому вероятность того, что кулачки патрона повредят поверхность, высока.Во-вторых, по мере того, как расстояние от центра увеличивается — скажем, под воздействием челюстей №1 и 3, челюсти №2 и 4 постепенно смещаются «не по центру». Когда ход велик по сравнению с радиусом шейки, мы можем закончить тем, что кулачки № 2 и 4 вообще не будут касаться заготовки и, следовательно, оставить наш вал практически неограниченным по одной оси.
Джим Фрю (Великобритания) предложил ответ на этот вопрос: набор небольших V-образных блоков, которые эффективно обеспечивают трехточечный зажим шейки (одна губка и две стороны V), обеспечивая при этом хорошую, близкую к центральная поверхность для зажима наших губок №2 и №4, что обеспечивает полное закрепление вала по обеим осям.Если у вас нет очень тяжелых рук с ключом патрона, тонкой прокладки из тонкой латуни или алюминия между цапфой вала и голой губкой будет достаточно, чтобы защитить вал от повреждений зажимным давлением. Видимые здесь приспособления Джима круглые, но с тем же успехом они могут быть изготовлены из квадратной заготовки. V должен быть очень точным по отношению к «оси» блока, но этого нетрудно добиться при хорошей настройке на фрезере с использованием пазового сверла (фрезы с 2 или 3 канавками) для получения как V лица одновременно.
Таким образом, после установки вы можете либо отцентрировать на отмеченном центральном выступе на конце бланка с помощью воблера и DTI, либо просто синхронизировать пустой конец вала, чтобы достичь желаемого хода. Все, что вам нужно, — это набор блоков такого размера, чтобы при требуемом смещении губки № 2 и 4 приходились в разумное положение по центру зажимного блока, если он круглый (если используется квадратный блок, это становится гораздо менее критичным). Простое и близкое к универсальному решению. Единственными недостатками являются необходимость в точности изготовления V-образного блока и отсутствие положительного ограничения на кривошип, вращающийся под давлением чрезмерно амбициозного прерывистого резания.
Приспособление для смещения
Это популярная и простая джиг-приманка. Заглушка из стали (или алюминия, или даже латуни) удерживается в 4JIC так, что она вращается эксцентрично на величину, равную требуемому ходу. Затем зажимное приспособление просверливают и затачивают до размера шейки кривошипа. При желании этап развертывания можно не выполнять, так как полировка нам не нужна, так как вал в нем не вращается (надеюсь!). Однако при сверлении требуется осторожность, так как конечный результат будет зависеть от осевого расположения отверстия на зажимном приспособлении.Если сверло блуждает, вал не будет удерживаться на одной линии, параллельной оси токарного станка.После сверления реализуется одна из нескольких схем удержания вала в кондукторе. Они описаны ниже, и вы можете сделать свой выбор. При использовании зажимное приспособление просто захватывается в 3AO, автоматически смещая пустой конец вала для поворота штифта. Как мы увидим позже, у Берта Штрейглера есть инновационная альтернатива, которая усложняет использование, но делает приспособление «универсальным», вместо того, чтобы требовать по одному для каждого диаметра вала и комбинации хода.
Как только вал захвачен, штифт поворачивается. Всегда держите под рукой шатун, прежде чем делать это, если только вы не являетесь мастером-станочником, способным сделать штифты с ходовой посадкой в отверстии, которое еще не существует (в этом случае вы не будете читать эту чепуху!) Есть два основных способа для формирования штифта: выполнение ряда продольных проходов или выполнение еще большего количества радиальных проходов с последующими продольными чистовыми проходами. Первый позволяет снимать больше металла, но приводит к «прерывистому резанию», которое оказывает тяжелое воздействие на инструмент, инструменты и ваши нервы.Я предпочитаю делать радиальные проходы, удаляя от десяти до пятнадцати тысяч за проход, останавливаясь, когда инструмент только начинает делать полностью круговой рез. Да, это тоже прерывистый разрез, но как-то он кажется более добрым для инструмента и нервов. Прекратите делать проходы, когда вы находитесь в пределах десяти тысяч от полотна, затем начните делать тонкие продольные проходы до тех пор, пока не будет достигнут теоретический диаметр шатуна шатуна. Последний проход можно использовать, чтобы «повернуться лицом» к сети.
Посадка шатуна на шатун должна быть свободной и обеспечивать достаточный зазор для масляной пленки.Штифт полируется с использованием традиционной рукоятки 600 влажной и сухой, подкрепленной стальной линейкой и большим количеством масла. Полируйте до тех пор, пока (очищенный) штифт не войдет в шатуны плавно и без затяжки. Кстати, инструменту, который используется для чистовой обработки штифта, нужен небольшой радиус при вершине (или фаска), чтобы не было резкого перехода к полотну, вызывающего напряжение. Естественно, на шатуне необходимо снять фаску, чтобы приспособиться к этому радиусу.
Теперь разберемся, как надежно удерживать кривошип в зажимном приспособлении.
Метод установочного винта
Я всегда называл это «установочный винт», но на самом деле для этого можно использовать винты с головкой под ключ или шестигранник ( В сторону: читатели в США, скорее всего, будут знать «установочные» винты как «установочные». Это винты без головок, которые могут полностью войти в резьбовое отверстие — отсюда и соединение с «зацепом», которое, кажется, пришло из Англии и прочно укоренилось в Австралии и Новой Зеландии (конец в сторону ). Просверливаются два отверстия, радиально пересекающие отверстие для вала в кондукторе.Затем на них нарезают два винта, которые при затяжке будут удерживать вал на месте в зажимном приспособлении. Чтобы кончики винтов не оставляли следов на валу, две медные пробки повернуты до диаметра чуть меньше меньшего диаметра резьбы. Вал вставлен и колодки опущены в отверстия. Когда винты затягиваются над подушками, винт немного расширяется, и резьба вгрызается в них, удерживая их на месте, когда вал позже будет удален. В джиг-приманке, показанном здесь, винты были вынуты, так что слизняки были видны (личинки? Слизни? Для меня это похоже на банку с червями).
Мне этот метод никогда особо не нравился. Просверливание и нарезание резьбы отверстий, изготовление медных заготовок и т. Д. Требует значительных усилий. И давление, которое они оказывают на вал, в лучшем случае является минимальным, если удерживать его от смещения под прерывистым резом. Этот метод действительно требует страховки в виде штифта, который входит в отверстие (или паз) в кривошипе. Я видел коммерческие шатуны с небольшой прорезью на ободе перемычки, которая, должно быть, зацепила стопорный штифт. В других просверлено отверстие в шатунной шейке.А также содействие статической балансировки, это еще один хороший для за вход предотвращения вращения пальца.
Положительным моментом является то, что вал может быть вставлен без снятия или осадки зажимного приспособления в патроне, он действительно подходит для производственного использования и позволяет просверливать отверстие в зажимном приспособлении по центру и смещать в 4JIC с использованием воблер в самой лунке. Но я ленив; Если мне удастся избежать этой булавки и отверстия, которое должно совпадать с ней, я сделаю это и сделаю это!
Разъемное приспособление
Вы можете позволить патрону обеспечивать усилие зажима, просто пропилив часть зажимного приспособления, а затем сделав так, чтобы рез попал посередине между парой губок при затягивании.Так делают все маленькие приспособления, которые здесь можно увидеть. Усилие зажима теперь распределяется по большей площади по сравнению с двумя маленькими медными подушечками, описанными ранее. Я обнаружил, что для небольших валов этого достаточно, чтобы предотвратить нежелательное смещение, если вы будете осторожны и сделаете относительно мелкие надрезы. Также обратите внимание, что приспособления имеют штамп (в большинстве случаев) с тем, для чего они предназначены. Возможно, я никогда не сделаю еще одну, но если сделаю, то по крайней мере научусь использовать шляпную джигу!
Ссылаясь на фотографию выше, вы увидите некоторые изменения в положении пропила.После некоторых экспериментов я пришел к выводу, что показанная ориентация — это нижний правый угол (для ML Midge оптимальна для лучшего зажима — факт, который был бы сразу очевиден для Слепого Фредди и его собаки, но тем не менее мне потребовалось время. ..
Самый простой джиг из всех
И, наконец, мы подошли к моему предпочтительному приспособлению: как только отверстие просверлено, все готово — насколько это просто! Длина координатно такова, что propnut (и шайба, естественно) может быть использован, чтобы нарисовать вал очень твердо в зажимном приспособлении.Для валов меньшего размера винт с головкой под ключ в резьбовом отверстии для шпильки выполняет ту же работу. Я обнаружил, что это обеспечивает достаточную силу зажима для предотвращения вращения вала.
Если вы нервная диспозиции, пробуренное против вращения отверстия штыря, описанных ранее (и видно ниже в адаптации Берта этого кондуктора) может быть использованы для полного спокойствия. Еще одна уловка заключается в том, чтобы центрировать отверстие шатунной шейки после установки зажимного приспособления и поднять половину центра задней бабки в качестве защиты от проворачивания.У меня бывали смещения валов в «раздельных» зажимных приспособлениях, но всегда из-за того, что я делал слишком глубокий надрез или позволял инструменту вонзиться в полотно при продольном резе при самодействии. Моя вина полностью. Обычно этого не происходит. Но даже в этом случае вал можно повернуть назад, так что частично сформированный штифт окажется где-то рядом с тем местом, где он был раньше. Пока вы находитесь близко, любой эксцентриситет будет устраняться во время чистовых проходов, которые будут снимать не более десяти тысяч диаметров, а перемещение заготовки с такой небольшой силой резания неслыханно.Таким образом, любой из вышеперечисленных вариантов, со стопорным штифтом или без него, может быть использован довольно успешно. Развивайте собственную технику изготовления джигов, чтобы вам было удобно и уверенно. Но тарелка Китса, висящая на стене, — это всегда хороший вариант для необычной работы.
Никакой приманки!
Этот метод используется в серии моделей Aeromodeller Дэйва Сагдена 1955 года, посвященной созданию высокопроизводительного дизельного двигателя объемом 2,5 куб.Так что я собираюсь называть это методом Сагдена, хотя оказалось, что это не редкость для инженеров-моделистов, поскольку у них есть трехкулачковые самоцентрирующиеся патроны. Откровение Дэйва состоит в том, что можно собрать кулачки патрона так, чтобы они не самоцентрировались!
Поместите пальцы на каждую губку патрона, прижимая их внутрь, открывая патрон ключом. Первой челюстью, которая выйдет из свитка, будет челюсть №3.Как только вы почувствуете, что он пересекает край начала прокрутки, остановитесь и уберите челюсть. Уловка состоит в том, чтобы теперь закрыть патрон на несколько оборотов перед заменой кулачка №3. Патрон теперь будет «центрировать» пруток, смещенный к кулачку №3. Сколько будет зависеть от наклона вашего свитка и того, где челюсть вернулась по сравнению с двумя другими.
Сам Sugden Special имеет ход 0,600 «. На моем патроне я обнаружил, что два оборота смещения дают ход 0.593 «. Неплохо, но небольшая математика показывает, что это уменьшит рабочий объем двигателя с 2,49 куб. См до 2,46 куб. См. Таким образом, кусок алюминиевой ложи для напитков толщиной 0,004 дюйма был помещен под зажимы № 1 и 2. После того, как все было затянуто, DTI теперь показал, что полоса отклоняется от центра на 0,601 дюйма. Я бы сказал, что достаточно близко для джаза.
Как отметил Дэйв Сагден и как видно из фотографий, патрон моего Myford не может, как выразился Дэйв, «проглотить» стержень, поэтому при формировании штифта требуется поддержка задней бабки.Это может быть небольшой центр, и, если хотите, штифт можно сделать слишком длинным, а часть или весь центр осторожно повернуть в сторону, когда штифт будет готов. Если вы работаете с маленьким валом в достаточно большом патроне, опора не понадобится.
То, что мы действительно видим здесь, — это вариант использования 4-кулачкового независимого патрона для захвата ложи. Обратной стороной является то, что штифт должен быть сформирован перед цапфой, и для этого будет немного сложнее закрепить заготовку, так что в конце концов нам придется сделать небольшую приспособление.
Повернув штифт, но перед тем, как вернуть патрон в нормальное состояние, зажать в патроне пруток того же диаметра (или большего) с использованием тех же регулировочных шайб. Теперь просверлите отверстие в заглушке примерно на 0,010 дюйма больше шатунной шейки. Отверстие будет смещено от центра на тот же ход, что и на зародышевом валу. Дополнительный диаметр предназначен для защитной прокладки, поэтому отрегулируйте размер в соответствии с требованиями ваш шайб.
После того, как 3-кулачковый патрон снова будет полностью самоцентрирующимся, отцентрируйте оба конца заготовки коленчатого вала.Затем вставьте заглушку со смещенным отверстием и поверните ее лицевой стороной вниз так, чтобы в ее середине был «центр» под углом 60 градусов. Не трогайте эту деталь в патроне до полной сборки шейки вала. Если вам все-таки нужно его потревожить, снова проведите по центру под углом 60 градусов после повторного зажима, чтобы убедиться, что центр находится точно на оси токарного станка.
Оберните кусок 0,004-дюймовой банки для напитка вокруг штифта, чтобы защитить его, затем установите заглушку вала между центрами. Она будет приводиться в движение самим шатунным шатуном, который должным образом защищен, если вы не сделаете серьезную черновую обработку порезы.Как и в случае любой другой работы между центрами, этот подход имеет то преимущество, что вал можно в любой момент снять с токарного станка для проверки и заменить со 100% точностью.
Этот метод, как некоторые из вас уже заметили, аналогичен использованию 4-кулачкового независимого патрона для токарной обработки со смещением. Его преимущество заключается в легкой повторяемости (при изготовлении заглушки), плюс не у всех в наши дни есть 4-кулачковые патроны. Наконец, хоть это и кажется немного странным, но работает, так что добавьте его в свой набор трюков.
Вариант Берта
Берт Стриглер добавил в метод, который я использовал, нововведение, которое имеет большой смысл и может побудить меня к изменениям. На фотографии показаны приспособления и приспособления, которые Берт сделал при сборке своего Pepperell. Приспособления для поворота шатуна представляют собой цилиндр со штифтом и толстой «шайбой», видимые в нижнем левом углу кадра. Во-первых, вот Берт о том, как это работает:
[Крепления шатунов] типичны для тех, которые я делаю из обрезков лома.Основной корпус кривошипно-шатунного инструмента имеет разгрузку спереди, чтобы принять зону осевого давления вала, позволяя основной перемычке прилегать к инструменту заподлицо. Эта часть немного длиннее, чем площадь подшипника вала и рассверленная до размера вала. Имеется отверстие 1/8 дюйма для длины приспособления и кусок музыкального провода 1/8 дюйма, который равен длине основного корпуса прибора плюс еще около 1/16 дюйма. Это работает следующим образом: музыкальный провод заостренный на одном конце, и вал вставляется в рассверленное отверстие и устанавливается на плоской поверхности, затем проволочный штифт хорошо удаляется молотком, чтобы нанести удар по внутренней поверхности того, что станет шатуном.Вал удаляется, и на передней поверхности перемычки просверливается отверстие 1/8 дюйма глубиной примерно 1/16 дюйма. Теперь вал снова вставлен в приспособление, и штифт проталкивается в неглубокое отверстие, задняя часть, которая выглядит как толстая опорная шайба, надевается на резьбовую часть вала, а опорная гайка плотно затягивается на всем беспорядке, захватывая штифт на месте. Вал просто не может вращаться. Крепление лопаты вставляется в 4-кулачок с правильным смещением для хода, после чего штифт можно повернуть.Затем приспособление можно вставить в цангу и цанговый патрон для фрезерования противовеса и боковых рельефов.
Обратите внимание, что Берт просверливает свое приспособление в осевом направлении для вала, в отличие от тех, которые я показал выше, которые просверлены со смещением для требуемого хода. Метод Берта, по его словам, означает, что у него есть приспособление, которое подойдет для любого вала расширенного размера и любого хода — при условии, что он сможет просверлить еще одно отверстие 1/8 дюйма со смещением хода кривошипа с точностью относительно отверстия. посередине (не невозможно или все так сложно).Затем приспособление необходимо установить в четырехкулачковом независимом патроне так, чтобы ось шатунной шейки двигалась точно. Это может быть достигнуто синхронизацией на внешней стороне кривошипа и неформованной заготовки пальца — при условии, что они были отрегулированы на той же настройке, что и для поворота и чистовой обработки главной шейки. Вариант, предложенный Дэвидом Оуэном, заключается в том, чтобы удерживать вал с помощью установочных винтов (нажимая на медные прокладки для защиты вала). Это позволяет отверстие штыря 1/8″ , чтобы быть установлено для запуска верно в 4JIC до того, как стержень вставлен-невыполнимая задача является валом удерживается в креплении его опора гайки.
Мой подход к сверлению со смещением отверстия упрощает настройку, так как его просто нужно вставить в трехкулачковый самоцентрирующийся патрон. Это значительно упрощает повторную работу; для меня это преимущество, так как я часто делаю более одного двигателя. Штифт для защиты от аварий также является хорошей идеей, хотя я обнаружил, что опорная гайка / винт очень прочно удерживает вал в приспособлении. А если он сдвигается, то обычно это происходит во время выполнения больших пропилов перед заключительными проходами света, поэтому вал можно переставить достаточно близко, чтобы все снова стало хорошо на последних чистовых пропилах.Обратной стороной моих приспособлений является то, что они предназначены для определенного размера цапфы и хода кривошипа, хотя мне удалось проделать более одного смещенного отверстия в одном и том же приспособлении — подходяще проштамповав каждое с идентификатором двигателя для дальнейшего использования. Если я забываю (а у меня есть!), Я получаю кондуктор со смещенным сверлением в кондукторном ящике и не понимаю, для чего он нужен.
Балансировка
Еще одна небольшая задача, которую нечасто ждут с радостью, — это врезка противовесов в шейку коленчатого вала (профилирование шатунов, вырезы в стенке вала… есть ли какая-нибудь задача, которую мы с нетерпением ждем от до ?) Я объясню причину этого нежелания. Для изготовления некоторых деталей требуется много усилий, а усилия равны времени. По мере того, как процесс приближается к завершению, затраты времени велики, и возможность удвоить время, затрачиваемое на наполнение того, что есть в руке, достигает максимума, особенно если какая-то заключительная операция требует менее чем идеальной настройки. Вырезание вырезов в стенке кривошипа является одним из таких случаев, поскольку это связано с прерывистым резом, связанным с проблемой удержания заготовки.Целью снятия рельефа на перемычке коленчатого вала является достижение статического баланса. На одноцилиндровых двигателях, подобных нашему, невозможно достичь идеального динамического баланса. Лучшее, что мы можем ожидать, — это разумный компромисс, пытаясь уравновесить половину возвратно-поступательной массы двигателя, а именно поршень, штифт и маленький конец шатуна [LCM]. Обычно это достигается путем удаления металла с перемычки, так что шатунная шейка будет располагаться горизонтально, когда вес, равный половине возвратно-поступательной массы, действует через ось шатунной шейки.На фото здесь (из 5cc Sparey Project показан вал с острыми лезвиями, на шатунную шейку надевается пончик нужного веса. К сожалению, даже с массивными вырезами вал не находится в пределах досягаемости. На этом этапе можно попытаться придать поршню легкости, но тогда вы рискуете получить легко деформируемый поршень и, как следствие, потерю сжатия. Мне пришлось вытащить головку из одного такого легкого поршня — самое тревожное явление!
Очевидно, металл должен быть удален с половины шейки кривошипа, на которой находится шатун.Есть несколько способов сделать это; на рисунке показаны пять наиболее распространенных подходов. Я опишу их, прежде чем рассматривать удержание работ. Используемые имена никоим образом не являются «официальными». Я придумал их для описания (надеюсь). Обратите внимание, есть и другие способы. Это просто самые распространенные.
[A] Вырезы в виде полумесяца
Фрезы большого диаметра используются для вырезания выступов из перемычки по обе стороны от шатунной шейки. Центр дуги расположен так, чтобы минимизировать количество металла рядом с штифтом, что позволяет сохранить некоторую прочность полотна.Нижняя часть будет на или немного ниже диаметра полотна. Вариант этой схемы — просверлить отверстия в перемычке по обе стороны от штифта. Я даже видел старые конструкции, в которых предлагалось заполнить эти отверстия алюминием. Идея состоит в том, чтобы добиться уменьшения массы без уменьшения объема. Другой вариант — просверлить отверстия на противоположной стороне и заглушить их свинцом, вольфрамом, обедненным ураном или другим легко доступным тяжелым металлом.[B] Отрезки для плоских сегментов
Это похоже на [A], но не требует фрезы большого диаметра и предлагает некоторые другие возможности для удержания заготовки.Ключевым моментом этого подхода и подхода [A] является то, что вырез может выходить за пределы линии диаметра (показанной на 3D-рендеринге с небольшим преувеличением) для улучшения баланса. Причина в том, что до определенного момента количество металла, удаляемого резанием на «тяжелой» стороне, меньше, чем количество, удаляемое на «легкой» стороне, поэтому отношение тяжелого к легкому продолжает увеличиваться до критического значения. точка.[C] Вырезки под тупой угол
Это разновидность [B], которая сохраняет всю массу на «тяжелой» стороне полотна, поэтому вместо дуги у нас есть тупой угол.Обратной стороной является более сложная обработка, и вы должны быть осторожны, чтобы пересечение не было настолько резким, чтобы вызвать растрескивание. Этот стиль использовался во многих старых спаркерах, а также в некоторых более поздних проектах. Одна крайность, которую я видел на старой конструкции, уменьшила тупой угол до прямого![D] Периферийные вырезы в виде полумесяца
Еще одна разновидность [A], за исключением того, что вырезанные полумесяцы сделаны только по краям полотна. Затем тонкое кольцо обычно усаживают по диаметру полотна для герметизации края.Цель состоит в том, чтобы добиться эффекта полной перемычки на объеме картера при достижении некоторой степени баланса. Этот подход использовался в коммерческих двигателях и двигателях с высокими характеристиками. Это требует более толстого полотна, чем обычно.[E] Утончение сети
Обычная практика «полноразмерных» — привинчивать (или иным образом закреплять) груз на перемычке напротив шатуна. Разработчики моделей часто достигают того же эффекта, удаляя перемычку соосно шатунной шейке. Результат — больше массы там, где это нужно.Некоторые конструкции дополняются вырезами типа [A] или [B]. Нижняя сторона представляет собой усложнение профиля шатуна, чтобы избежать его забивания противовесом.Теперь перейдем к основанию для вырезания этих отверстий. Обычно это последняя операция, выполняемая на валу, поэтому вероятность того, что авария может испортить часы работы, является максимальной. Вот как Берт Штрейглер делал вырезы типа [B]. Речь идет о валу коричневого цвета с вырезом в соответствии с этой новаторской конструкцией двигателя.Берт говорит:
Вот способ, который я придумал. У меня не так много средств измерения, поэтому я часто прибегаю к графическим методам настройки. На одной картинке показан маленький рисунок, но с тех пор я даже не стал его использовать, а просто рисовал, а затем измерял, какая булавка нужна, чтобы получить то, что я хочу. Показаны три части, используемые в установке, и состоят из чертежа для определения размера штифта, мягкого алюминиевого экрана с довольно большим вырезом, позволяющего зажимать кривошип без вмятин неизбежного радиуса в месте соединения стенки с валом. , и необходимый распорный штифт.
На втором рисунке показана установка. Все, что я делаю, это нажимаю на вал, чтобы убедиться, что он находится в хорошем контакте с верхней частью губки тисков, затем слегка покатываю его, пока он не достигнет хорошего контакта с шатунной шейкой, а затем просто зажимаю его тисками и машиной. . Что касается другой стороны, просто немного ослабьте губку тисков, поверните вал в другую сторону и снова зажмите. Это дает идеально симметричный разрез с обеих сторон. Все зажимы производятся в сети.
Кен Крофт использовал аналогичный метод для коленчатого вала MS 1.24 (мы не всегда используем один и тот же метод):
Не знаю, как вы, ребята, это делаете, но когда мне нужно отрезать кусочки кривошипного диска для балансировки, у меня пока есть только неудачный метод настройки. Для этого нужно было нарисовать кривошипный диск в TurboCAD и распечатать его. Затем я вырезал рисунок, приклеил его к диску и на глаз установил под мельницу. Результаты далеки от идеальных, и я никогда не бываю доволен.
Так как это работа, которую я теперь должен выполнить на MS 1.2 копии, которую я делаю, я подумал и понял, насколько проста эта работа на самом деле.
Я нарисовал кривошипный диск в TurboCAD, затем использовал модель для некоторых измерений. Я просто установил вертикальный штифт на расстояние диска под мельницей, используя зонд с плоским концом и регистр нисходящей подачи [у меня есть дешевое УЦИ на мельнице].
Затем я фрезеровал концевую часть диска на нужную величину. Затем я повернул диск и снова установил размер штифта на диск, такой же, как и раньше, и удалил такое же количество с диска.В результате получается идеально симметричный диск с точно требуемыми размерами. Почему я этого еще не сделал?
Теперь мне нужно разработать простой метод для вырезания зубчатых вырезов. Это будет не так просто.
Берт и Кен использовали два разных метода измерения для обеспечения симметрии, но их основной подход остался тем же. Мы все согласны с тем, что захват полотна в тисках небезопасен, особенно если рукоятка небольшая. Опытные инженеры-моделисты не говорят, что резец должен быть острым, скорость должна быть высокой, а рез должен выполняться таким образом, чтобы зубья соответствовали рабочему смещению в одну сторону, чтобы производить «обычное» фрезерование (а не фрезерование «с подъемом»).Даже в этом случае с лучшими из нас могут случиться несчастные случаи.
Зажим на валу дает возможность для более надежной установки, но требует осторожности, чтобы не повредить то, что, вероятно, является идеально обработанной поверхностью. Поскольку оси фрезы и вала будут на одной линии при использовании этой установки, фреза будет пытаться повернуть вал, открывая для нас такой же большой риск, как и раньше, если только не может быть использован положительный антиротационный помощник. Вот как Дэвид Оуэн вырезал сегменты для серии GB5, которую он и Гордон Барфорд выпустили.
Я обычно рисую единичные экземпляры на самом кривошипно-шатунном диске, как и вы. Затем я зажимаю их цанговым патроном 5c в тисках станка. Выровняйте их по линии и зафиксируйте высоту штифта над столом с помощью штангенциркуля. Фактическое измерение бессмысленно. Я подрезаю до линии по мере необходимости и устанавливаю вертикальный упор. Затем я поворачиваю рукоятку до тех пор, пока штифт не окажется в таком же положении на другой стороне, и обрезаю до упора. Я использовал метод удержания Берта, но мне он не нравится по тем же причинам, что и вам.
На большинстве кривошипов, где разрез представляет собой прямую линию, расходящуюся от центра, удаление металла ниже центральной линии приведет к большим потерям над центром, что нам и нужно. У меня есть где-то математика для этого, показывающая пределы.
Для кривошипов с гребешком или параллельным срезом по бокам диаметр является пределом. На этот шатун я снова устанавливаю цангу 5c, но с вертикальным валом.
На производственных валах я всегда просверливал отверстие 1/8 дюйма позади шатунной шейки в качестве регистра.На прилагаемом изображении 5c вы увидите три отверстия под дюбеля 1/8 дюйма, на которых показан вал GB 5cc. Центральное отверстие определяет вал для черновой обработки шатунной шейки из исходного диска полной глубины.
Таким образом, я получаю квадратный шатун примерно на 1 мм больше, чем готовый диаметр, и примерно 0,25 мм, чтобы оторваться от поверхности кривошипного диска. К этому этапу доработаны все валы. Затем дюбель перемещается в боковое отверстие и обрабатывается по одной боковой поверхности от каждого вала.
Дюбель перекладывается на другой штифт и вторая боковая поверхность срезается.Неряшливый кусок прокладки удерживает большую часть стружки от вертикальной цанги. Затем валы зажимаются в большом приспособлении со смещением 5c в Hardinge, шатун поворачивается на плюс 0,2 мм, а поверхность очищается до нуля. Затем валы закаляются и окончательно шлифуются.
Цанги 3C, используемые Дэвидом, являются коленями пчелы для этой работы. Цанга вставлена в доводчик, поэтому она не может вращаться. Затем вал прикрепляется к цанговому патрону с помощью штифта 1/8 дюйма (возможно, закаленного), поэтому вал не будет вращаться, и, следовательно, не требуется зажимание зубьев.Для одноразовых валов сверление цанги для штифта, вероятно, невозможно, но цанга правильного размера оказывает огромное зажимное усилие на заготовку, так что это по-прежнему лучший подход. Кстати, посмотрите на штифт в центре приспособления для поворота кривошипа со смещением, показанного на второй фотографии. Это также предотвратит нежелательное вращение вала во время поворота шатунной шейки. Стоит, особенно если вы делаете 150 штук вручную!
Обычно я делаю приспособление со смещением, чтобы удерживать вал при повороте шатунной шейки.Это приспособление может удваиваться, чтобы удерживать вал при обработке полотна (хотя цанги 3C в прочном держателе были бы намного лучше, если бы они у меня были). На фотографии здесь показано приспособление, сделанное для дизельного двигателя AHC, которое было повторно использовано для дизельного двигателя Sparey 5cc. В этом случае вал фиксируется затягиванием гайки опоры, но такой штифт, как Дэвид, используемый с этим приспособлением 3C, будет хорошей страховкой. Удерживающее приспособление захватывается 3-х кулачковым патроном, привинченным к поворотному столу, установленному горизонтально под мельницей.Его также можно удерживать в тисках мельницы с помощью V-образного блока.
Кривошип помечается для вырезания с помощью шаблона, как у Берта. В случае AHC и Sparey концевая фреза 3/4 дюйма была самой большой из доступных, поэтому она устанавливает радиус серпа. Фреза позиционируется так, чтобы касаться как можно большей части отмеченной линии в неподвижном состоянии, а оси фрезы обнулены. Затем я «откусываю» полотно снаружи, используя нижнюю подачу, перемещая одну ось фрезы между резами и продвигаясь не более чем на 0.030 дюймов за один раз, с плотно сжатыми зубьями. При достижении «нулевой» точки перо фиксируется, затем стороны разреза очищаются путем наматывания по одной оси от нуля, затем обратно до нуля и наматывания другая ручка. Острый резак сделает это плавно. Тупой резак будет вздрагивать и натыкаться, пытаясь схватить работу. Даже острый резак поднимет легкий заусенец на краю реза. Это зачищается с помощью небольшой шлифовки камень в ручном инструменте Dremel — взять отличный футляр, чтобы не вызвать разбег, который ударяет по шатунной шейке (требуется большее сжатие зубьев).
Изучение * партии * двигателей и чертежей в «спортивном» классе показывает, что ниже 2 куб. См (0,15 куб. Дюймов) большинство опытных дизайнеров не утруждают себя вырезанием паутины. Мой собственный опыт подтверждает это. Количество вибрации, испытываемой небольшими двигателями, невелико, и теория предполагает, что меньший объем картера, возникающий в результате полной перемычки, сделает двигатель лучшим топливным насосом — хотя, учитывая способность небольших двигателей заливаться водой, это не всегда серьезная проблема.
Артикул:
| [LCM] | Mason, LC: Эксперименты с Small I.C. Двигатели , Model Engineer Vol 137 № 3430, 7 июня 1971 г., Model and Allied Press, England, p. 1152. |
Авторские права (c) Рональд Чернич, 2005.